1 范圍
本工藝標準適用于10kV以下矩型母線安裝。
2 施工準備
2.1 材料要求:
2.1.1 銅、鋁母線應有產品合格及材質證明,并符合表2-11的要求。
2.1.2 母線表面應光潔平整,不應有裂紋、折皺、夾雜物及變形和扭曲現象。
2.1.3 絕緣子及穿墻套管的瓷件,應符合執行國家標準和有關電瓷產品技術條件的規定,并有產品合格證。
2.1.4 絕緣材料的型號、規格、電壓等級應符合設計要求。外觀無損傷及裂紋,絕緣良好。

2.1.5 金屬緊固件及卡具,均應采用熱鍍鋅件。
2.1.6 其他輔料有調合漆,樟丹池、焊條、焊粉等。
2.2 主要機具:
2.2.1 母線煨彎器、電焊、汽焊工具、鋼鋸、電錘、砂輪、臺鉆、手電鉆、板銼、鋼絲刷、木錘、力矩扳手、銅絲刷。
2.2.2 測試器具:皮尺、鋼卷尺、鋼板尺、水平、線墜、搖表、萬用表、細鋼絲或小線。
2.3 施工條件:
2.3.1 母線安裝對土建要求:屋頂不漏水,墻面噴漿完畢,場地清理干凈,并有一定的加工場所。高空作業腳手架搭設完畢,安全技術部門驗收合格。門窗齊全。
2.3.2 電氣設備安裝完畢,檢驗合格。
2.3.3 預留孔洞及預埋件尺寸、強度均符合設計要求。
2.3.4 施工圖及技術資料齊全。
3 操作工藝
3.1 工藝流程:
放線測量 → 支架及拉緊裝置制作安裝 → 絕緣子安裝 → 母線的加工 → 母線的連接 →
母線安裝 → 母線涂色刷油 → 檢查送電
3.2 放線測量:
3.2.1 進入現場后根據母線及支架敷設的不同情況,核對是否與圖紙相符。
3.2.2 放線測量:核對沿母線敷設全長方向有無障礙物,有無與建筑結構或設備管道、通風等安裝部件交叉現象。
3.2.3 配電柜內安裝母線,測量與設備上其它部件安全距離是否符合要求。
3.2.4 放線測量出各段母線加工尺寸、支架尺寸,并劃出支架安裝距離及剔洞或固定件安裝位置。
3.3 支架及拉緊裝置的制作安裝
3.3.1 母線支架用50×50×5角鋼制作,膨脹螺栓固定在墻上(圖2-37)。
3.3.2 母線拉緊裝置按附圖制作組裝(圖2-38)。
3.4 絕緣子安裝:
3.4.1 絕緣子安裝前要搖測絕緣,絕緣電阻值大于1兆歐為合格。檢查絕緣子外觀無裂紋、缺損現象,絕緣子灌注的螺栓、螺母牢固后方可使用。6~10kV支柱絕緣子安裝前應做耐壓試驗。
3.4.2 絕緣子上下要各墊一個石棉墊。
3.4.3 絕緣子夾板、卡板的制作規格要與母線的規格相適應。絕緣子夾板、卡板的安裝要牢固。
3.5 母線的加工:
3.5.1 母線的調直與切斷
3.5.1.1 母線調直采用母帶調直器進行調直,手工調直時必須用木錘,下面墊道木進行作業,不得用鐵錘。
3.5.1.2 母線切斷可使用手鋸或砂輪鋸作業,不得用電弧或乙炔進行切斷。
3.5.2 母線的彎曲:
3.5.2.1 母線的彎曲應用專用工具(母線煨彎器)冷煨,彎曲處不得有裂紋及顯著的皺折。不得進行熱彎。
3.5.2.2 母線平彎及立彎的彎曲半徑(圖2-39)不得小于表2-12的規定。
3.5.2.3 母線扭彎、扭轉部分的長度不得小于母線寬度的2.5倍~5倍(圖2-40)。
3.6 母線的聯接:
母線的聯接可采用焊接或螺栓連接方式。
3.6.1 母線的焊接:
3.6.1.1 焊接的位置:
焊縫距離彎曲點或支持絕緣子邊緣不得小于50mm,同一相如有多片母線,其焊縫應相互錯開不得小于50mm。

3.6.1.2 焊接的技術要求:
鋁及鋁合金母線的焊接應采用氬弧焊,銅母線焊接可采用20l#或202#紫銅焊條、301#銅焊粉或硼砂,為節約材料,亦可用廢電線芯或廢電纜芯線代替焊條,但表面應光潔無腐蝕,并須擦凈油污,方可施焊。
焊接前應當用銅絲刷清除母線坡口處的氧化層,將母線用耐火磚等墊平對齊,防止錯口,坡口處根據母線規格留出1~5mm的間隙,然后由焊工施焊,焊縫對口平直,不得錯口、必須雙面焊接。焊縫應凸起呈弧形,上部應有2~4mm加強高度,角焊縫加強高度為4mm。焊縫不得有裂紋、夾渣、未焊透及咬肉等缺陷,焊完后應趁熱用足夠的水清洗掉焊藥。
3.6.1.3 施焊焊工,應經考試合格。母線焊接后的檢驗應符合規范要求。
3.6.2 母線的螺栓連接:
3.6.2.1 母線鉆孔尺寸及螺栓規格見表2-3。
3.6.2.2 矩形母線采用螺栓固定搭接時,連接處距支柱絕緣子的支持夾板邊緣不應小于50mm;上片母線端頭與下片母線平彎開始處的距離不應小于50mm(圖2-41)。
3.6.2.3 母線與母線,母線與分支線,母線與電器接線端子搭接時,其搭接面必須平整,清潔并涂以電力復合脂,并符合下列規定。
a 銅與銅:室外、高溫且潮濕或對母線有腐蝕性氣體的室內、必須搪錫。干燥室內可直接連接。
b 鋁與鋁:直接連接。
c 銅與鋁:在干燥室內,銅母線搪錫,室外或空氣相對濕度接近100%的室內,應采用銅鋁過渡板,銅端應搪錫。
d 鋼與銅或鋁:鋼搭接面必須搪錫。
3.6.2.4 母線采用螺栓連接時,平墊圈應選用專用厚墊圈,并必須配齊彈簧墊。螺栓、平墊圈及彈簧墊必須用鍍鋅件。螺栓長度應考慮在螺栓緊固后絲扣能露出螺母外5~8mm。
3.6.2.5 母線的接觸面應連接緊密,連接螺栓應用力矩扳手緊固,其緊固力矩值應符合表2-14規定。
3.7 母線的安裝
3.7.1 母線安裝應平整美觀,且母線安裝時:
水平段:二支持點高度誤差不大于3mm,全長不大于10mm。
垂直段:二支持點垂直誤差不大于2mm,全長不大于5mm。
間 距:平行部分間距應均勻一致,誤差不大于5mm。
3.7.2 母線安裝的最小安全距離見圖2-42及表2-15。
3.7.3 母線支持點的間距,對低壓母線不得大于900mm,對高壓線不得大于1200mm。低壓母線垂直安裝且支持點間距無法滿足要求時,應加裝母線絕緣夾板(圖2-43)。
室內配電裝置最小安全凈距(mm) 表2-15
3.7.4 母線在支持點的固定:對水平安裝的母線應采用開口元寶卡子,對垂直安裝的母線應采用母線夾板(圖2-44)。
母線只允許在垂直部分的中部夾緊在一對夾板上,同一垂直部分其余的夾板和母線之間應留有1.5~2mm的間隙。
3.7.5 穿墻隔板的安裝做法見圖2-45。
3.8 母線的涂色刷油
3.8.1 母線的排列順序及涂漆顏色見表2-16和表2-17,刷漆應均勻、整齊,不得流墜或沾污設備。

3.8.2 設備接線端,母線措接或卡子、夾板處,明設地線的接線螺釘處等兩側10~15mm處均不得刷漆。
3.9 檢查送電:
3.9.1 母線安裝完后,要全面地進行檢查,清理工作現場的工具、雜物,并與有關單位人員協商好,請無關人員離開現場。
3.9.2 母線送電前應進行耐壓試驗,500V以下母線可用500V搖表搖測,絕緣電阻不小于0.5MΩ。
3.9.3 送電要有專人負責,送電程序應為先高壓、后低壓;先干線,后支線;先隔離開關后負荷開關。停電時與上述順序相反。
3.9.4 車間母線送電前應無掛好有電標志牌,并通知有關單位及人員送電后應有指示燈。
4 質量標準
4.1 保證項目:
4.1.1 高壓絕緣子和高壓穿墻套管的耐壓試驗必須符合施工規范規定。
檢驗方法:檢查耐壓試驗記錄。
4.1.2 高壓瓷件表面嚴禁有裂紋、缺損和瓷釉損壞等缺陷。
檢驗方法:觀察檢查。
4.1.3 母線連接必須符合下列規定:
4.1.3.1 母線的接觸口連接緊密,連接螺栓緊固力矩值符合搜求。
4.1.3.2 焊接,在焊縫處有2~4mm的加強高度,焊口兩側各凸出 4~7mm;焊縫無裂紋、未焊透等缺陷,殘余焊藥清除干凈。
4.1.3.3 不同金屬的母線搭接,其搭接面的處理符合施工規范規定。
檢驗方法:觀察檢查和實測或檢查安裝記錄。
4.1.3.4 母線的彎曲處嚴禁有缺口和裂紋。
檢驗方法:觀察檢查。
4.2 基本項目:
4.2.1 母線絕緣子及支架安裝應符合以下規定:位置正確,固定牢靠,固定母線用的金具正確、齊全、黑色金屬支架防腐完整。
安裝橫平豎直,成排的排列整齊,間距均勻,油漆色澤均勻,絕緣子表面清潔。
檢驗方法:觀察檢查。
4.2.2 母線安裝應符合以下規定:
4.2.2.1 平直整齊、相色正確;母線搭接用的螺栓和母線粘孔尺寸正確。
4.2.2.2 多片矩形母線片間保持與母線厚度相等的間隙,多片母線的中間固定架不形成閉合磁路;采用拉緊裝置的車間低壓架空母線的拉緊裝置固定牢靠,同一檔內各母線弛度相互差不大于10%。
使用的螺栓螺紋均露出螺母2~3扣;搭接處母線涂層光滑均勻;架空母線弛度一致;相色涂刷均勻。
檢驗方法:觀察檢查和檢查安裝記錄。
4.2.2.3 母線支架及其它非帶電金屬部件接地(接零)支線敷設應符合以下規定:
連接緊密,牢固,接地(接零)線截面選用正確,需防腐的部分涂漆均勻無遺漏。線路走向合理,色標準確,涂刷后不污染設備和建筑物。
檢驗方法:觀察檢查。
4.3 母線安裝的允許偏差、彎曲半徑和檢驗方法應符合表2-18規定。
5 成品保護
5.1 絕緣瓷件應妥善保管,防止碰傷,已安裝好后的瓷件不應承受其它應力,以防損壞。
5.2 已調平直的母帶半成品應妥善保管,不得亂放。安裝好的母帶應注意保護,不得碰撞,更不得在母帶上放置重物。
5.3 變電室需要二次噴漿時,應將母帶用塑料布蓋好。
5.4 母線安裝處的門窗裝好,并加鎖防止設備損毀。
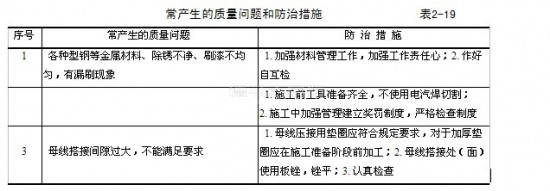
6 應注意的質量問題
6.1 母線安裝應注意的質量問題見表2-19。
7 應具備的質量記錄
7.1 產品合格證。
7.2 材質檢驗證明。
7.3 設備材料檢驗記錄。
7.4 預檢記錄。
7.5 自互檢記錄。
7.6 絕緣搖測記錄。
7.7 耐壓試驗報告單。
7.8 分項工程質量評定記錄。
7.9 設計變更洽商記錄。